Perbedaan DCS dan PLC
Dalam sebuah artikel dikatakan bahwa PLC dan DCS mempunyai fungsi yang sama. Saat ini perbedaan DCS dan PLC telah kabur karena masing-masing telah saling mengambil peran. PLC mengambil sebagian peran DCS dan sebaliknya.
Ini sangat berbeda dengan yang dipahami selama ini bahwa : - DCS (Distributed Control System) sesuai dengan namanya adalah sebuah SISTEM PENGONTROLAN yang bekerja menggunakan beberapa controller dan mengkoordinasikan kerja semua controller tersebut. Masing-masing controller tersebut menangani sebuah plant yang terpisah. Controller yang dimaksud tersebut adalah PLC. - Sedangkan PLC (Programmable Logic Controller) sesuai dengan namanya adalah sebuah CONTROLLER yang dapat diprogram kembali. Jika PLC hanya berdiri sendiri dan tidak digabungkan dengan PLC yang lain, SISTEM pengontrolannya dinamakan DDC.
Jadi, PLC adalah sub sistem dari sebuah sistem besar yang bernama DCS. Yang sejajar dalam hal ini adalah DDC dengan DCS dan FF, serta PLC dengan SLC, Microcontroller, dan sebagainya.
Benarkah demikian?
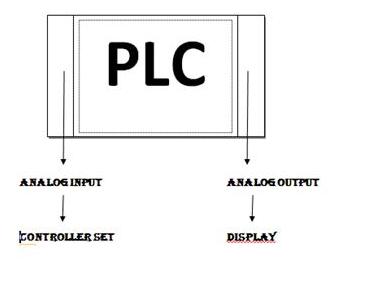
Perkembangan awal PLC, difungsikan lebih ke logic Control (Discrete Input/Output). Tapi Sekarang, PLC sudah mengakomodasi bukan hanya discrete Input/Output, didalamnya sudah dapat menerima signal dari Thermocouple, RTD, Load Cell, dan sebagainya langsung ke I/O PLC.
Mungkin ini yang menjadi “kabur”, dimana fungsi-fungsi tersebut sebelumnya dipegang oleh DCS, sekarang dengan PLC saja sudah bisa.
PLC pada dasarnya hanya pengontrol logika yang dapat diprogram. Walaupun pada perkembangannya PLC sudah dilengkapi analog signal, kemampuan aritmatiknya sangat terbatas.
Sedangkan DCS, Sistem Pengendali terdistribusi Penekanannya ada di D-nya, Distribusi, yaitu distribusi tiga hal : Distribusi Resiko kegagalan, Distribusi lokasi dan Distribusi Pengendalian dan Man Power.
Secara tradisional, memang benar bahwa DCS lebih lambat responnya dibanding PLC. Karena memang untuk regulatory control tidak perlu respon yang terlalu cepat karena kalau gagal masih ada safety shutdown system. Satu (1) second overall masih cukup untuk hampir semua aplikasi. Berbeda dengan safety application yang sering merupakan ladang PLC.
Sekarang, kelihatannya sudah berbeda karena hardware dari yang secara tradisional DCS vendor makin “seperti PLC”.
Ada yang mengatakan, “PLC itu Install and Forget it”, kalau DCS kebalikannya, karena lebih bersifat kompleks dan perlu monitoring.
Kalau dilihat dari kompleksitas sistemnya, tergantung bagaimana konfigurasi sistem yang
dipasang. Shutdown System Plant dengan menggunakan PLC-based juga bisa sangat kompleks, jauh lebih kompleks dibanding dengan DCS. Kalau tidak, mengapa para ahli sedemikian peduli sampai mengeluarkan IEC-61508, IEC-61511, IEC-62601 dan sebagainya.
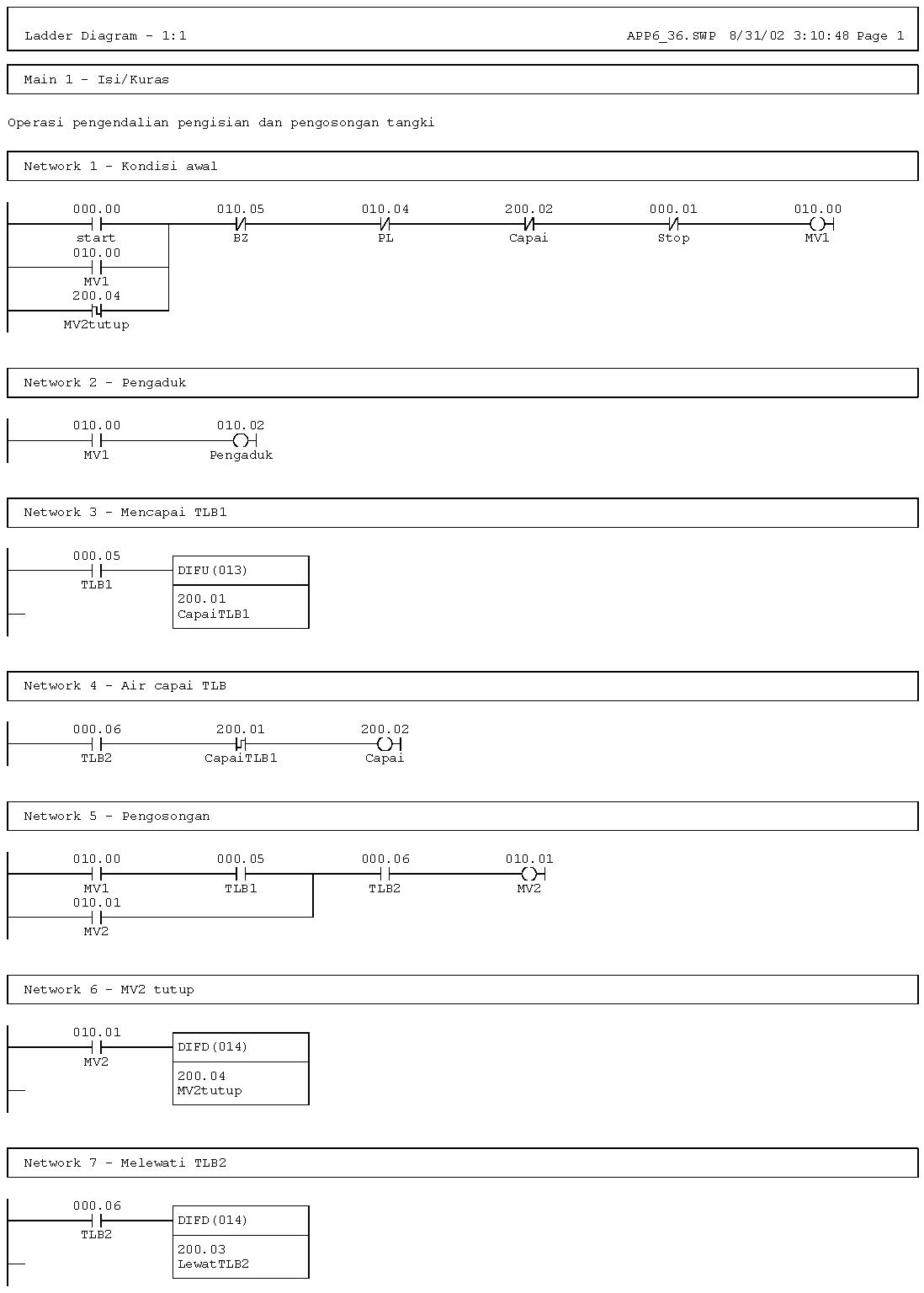
PLC terbaru saat ini sudah sanggup untuk mengolah sejumlah besar informasi secara real time karena sudah memiliki RAM antara 2 - 6 MB, memiliki konektivitas dengan Ethernet dan dapat diprogram dalam bentuk teks terstruktur maupun ladder logic.
Pun, umumnya dioperasikan dengan Windows XP, dilengkapi dengan Human Machine Interface, HMI (misalnya Rockwell RSView), yang memungkinkan diadopsinya aplikasi Visual Basic, Hysys dan aplikasi lainnya. Integrity level PLC tidak bisa dipandang secara individual, seharusnya dipadukan dengan final element dan sensor sebagai satu kesatuan Safety Instrumented Function (SIF).
Perbedaan PLC dan dcs sekarang sudah tidak ada lagi, karena perkembangan teknologi yang sudah maju.. dimana PLC sudah banyak yang berperan sebagai DCS, malah lebih dari itu PLC bisa berperan seperti SAP…!
PLC seringkali dipakai untuk safety system (trip system dari suatu equipment). Walaupun di DCS ada fasilitas LOGIC maupun sequence, kebanyakan untuk trip system, sinyal tripnya tetap diumpankan ke PLC, misalnya alarm LL dari level steam drum sinyalnya diumpankan ke PLC untuk men-TRIP-kan Boiler.
Jadi perbedaan PLC ama DCS mungkin terletak pada kecepatan responnya.
Dari studi kasus, di Caltex, DCS sudah lama dan ada penggantian dengan sistem PLC+MMI. Tapi biasanya, kalau di perusahaan migas ada dua sistem DCS dan PLC. PLC untuk Fire/gas and Shutdown System, DCS untuk Continuous Control. Juga banyak aplikasi yang lainnya, seperti spesifik kontrol untuk Compresor/turbin, Vibration Monitoring, Flow Computer System, Optimization,dan lain-lain. Dan semua apikasi itu bisa disambungkan ke DCS. DCS bisa memonitor semua sistem yang ada (PLC+MMI, flow computer, turbin control, optimization software, dan lain-lain). Mungkin sebenarnya bisa aja ditangani oleh satu DCS saja atau PLC+MMI saja. Tetapi di perusahaan Oil and Gas dibuat banyak sistem, salah satu alasannya untuk redundancy, kalau memakai satu sistem saja sekali mati, mati semua plantnya. Tetapi, kalau di industri makanan, mungkin cukup PLC+MMI saja, karena lebih murah daripada membeli DCS yang mahal.
Pendapat lainnnya mengatakan bahwa PLC tidak sama dengan DCS, PLC bukan sub sistem DCS dan DCS bukan PLC yang dibesarkan.
Bila dilihat dari awal terbentuknya kedua perangkat itu, PLC dibuat untuk menggantikan Relay Logic yang berfungsi sebagai shutdown system. DCS dibuat untuk menggantikan Controller (single Loop, multi loop, close loop, open loop, etc), yang mengendalikan jalannya Proses (Proses Control). Proses Controller tentu tidak sama dengan Logic Controller, dan jangan dipisahkan, karena akan berbeda maknanya.
DCS = Distributed Control System Apapun system control yang terdistribusi (Sebagai lawan dari DDC = direct digital control) dikategorikan sebagai DCS. Pada DDC seluruh control dilakukan dalam central processor sehingga apabila dia kegagalan, seluruh control plant akan ikut gagal. DDC, digunakan hampir, kalau tidak bisa disebut keseluruhannya sebagai Regulatory Control. Dan dari awalnya vendor-vendor yang mengusung nama DCS memang menggunakan produknya sebagai regulatory control.